 Skip to content
Skip to content HOW TO CALCULATE FUSION PRESSURE AND TIME
To achieve proper fusion of thermoplastic pipes and guarantee weld quality, operators must determine the appropriate fusion pressure and time in accordance with the welding standards specified by the project.
You can reach out to our sales team to obtain the welding table for MM – Tech butt fusion machines. Currently, we’re developing the MM – Tech fusion pressure calculator. In the meantime, you may also use other fusion pressure calculator apps to calculate the required pressure and time.
This page outlines a manual method for calculating fusion pressure and time. We’ll take the standard ISO21307:2017 as an example to illustrate the process.
EXAMPLE
Standard: ISO21307:2017 Single Low-pressure
Machine: MM-Tech Butt Fusion Machine SWT-V315
Pipe: OD315, SDR17
Step 1
Check below illustration for single low-pressure fusion jointing cycle.
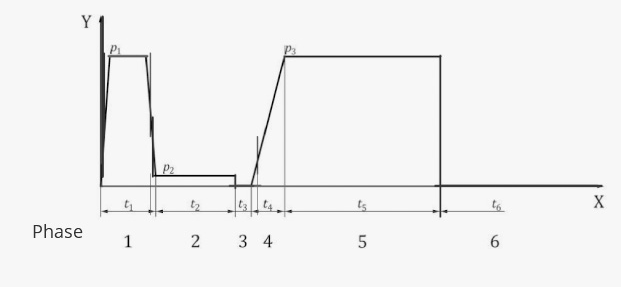
Key
X time
Y pressure
P1 bead-up pressure
P2 heat soak pressure
P3 fusion jointing pressure
t1 bead-up time
t2 heat soak time
t3 heater plat removal time
t4 time to achieve fusion jointing pressure
t5 cooling time in the machine under pressure
t6 cooling time out of the machine
Step 2
Check out the formula of the gauge pressure calculation
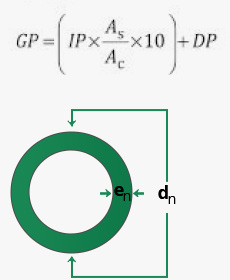
Where
GP is the gauge pressure (bar);
IP is the interfacial pressure (MPa);
AC is the total effective piston area, given by the manufacturer of butt fusion machine (mm2)
AS is the interfacial surface area (mm2)
DP is the drag pressure
Note: The interfacial pressure is the amount of force per unit of pipe area required to butt fuse the pipe or fitting ends.
Note: The interfacial pressure is the amount of force per unit of pipe area required to butt fuse the pipe or fitting ends.
Step 3
Refer to below tables for phases , parameters and values for single low-pressure fusion jointing procedure
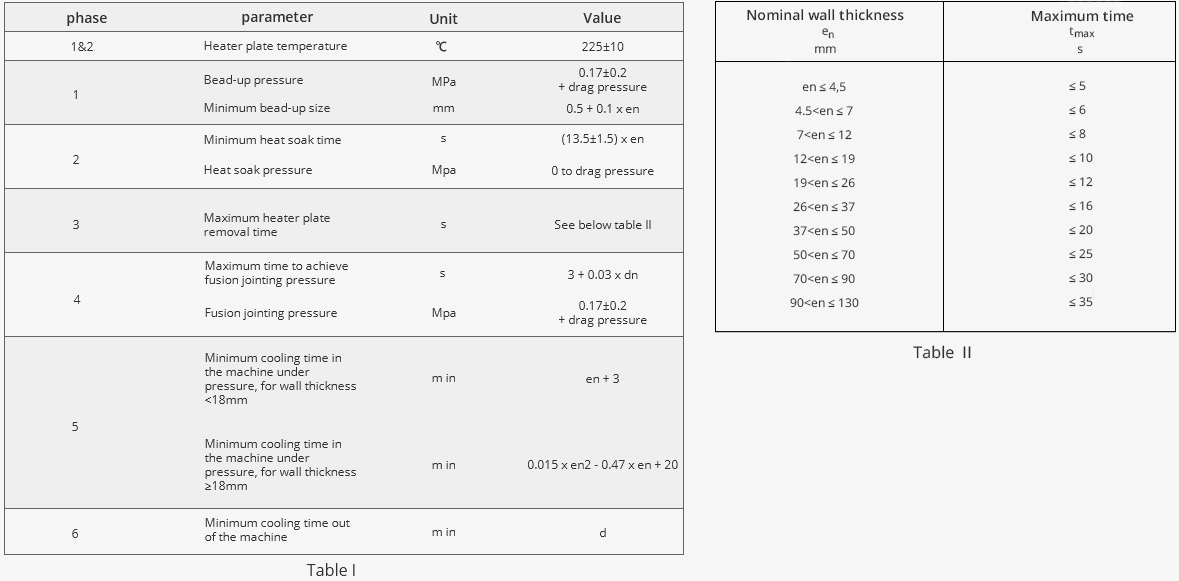
Note:
1.(en + 3) This is the cooling time for the butt joint when still in the machine and under pressure. Cooling time may be shortened and should be lengthened depending on ambient temperature (approximately 1% per 1℃)
2.(d) A cooling time out of the machine and before rough handling maybe recommended.
Step 4
Now using all information and formula above we will calculate all values by maximum
en = dn/ SDR = 315mm / 17 = 18.52 mm
P1 = P3 0.19 x {π x (dn-en) x en}÷2000 x 10} + 5 (for example) = 21 bar
P2 DP = 5 bar
t1 = bead-up size 0.5 + 0.1 x 18.52mm = 2.3 mm
t2 (13.5 ± 1.5) x 18.52 = 278 s
t3 10 s
t4 3 + 0.03 x 315 = 12.5 s
t5 0.015 x 18.522– 0.47 x 18.52 + 20 = 16 min
t6 d



