
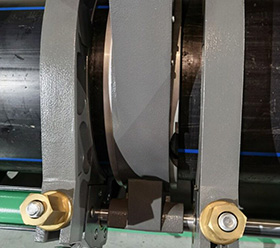
Fixed HDPE pipe
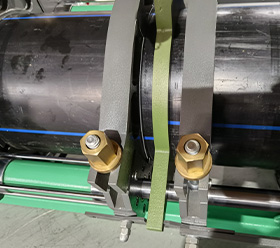
Cutting HDPE pipe to ensure smooth butt joints
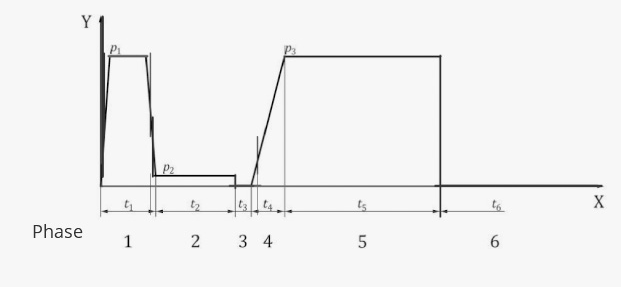
Heating HDPE pipe
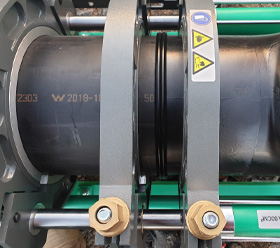
Butt jointing of HDPE pipes at a predetermined pressure
")

")
")
")
")
")
")
")
")
 Skip to content
Skip to content Fixed HDPE pipe
Cutting HDPE pipe to ensure smooth butt joints
Heating HDPE pipe
Butt jointing of HDPE pipes at a predetermined pressure

 Optimized by Seraphinite Accelerator
Optimized by Seraphinite Accelerator
